Answer:
it might be c or a i go with c
Step-by-step explanation:
not for sure just a best guess
Answer: p= -3/13
Step-by-step explanation:
-10+26p=-16
+10 +10
26p =-6
26 26
p= -3/13
Answer:
nah it's easy to get rid of sadness just think of why you were happy than think of who or what makes you happy
Answer:
It is B
Step-by-step explanation:
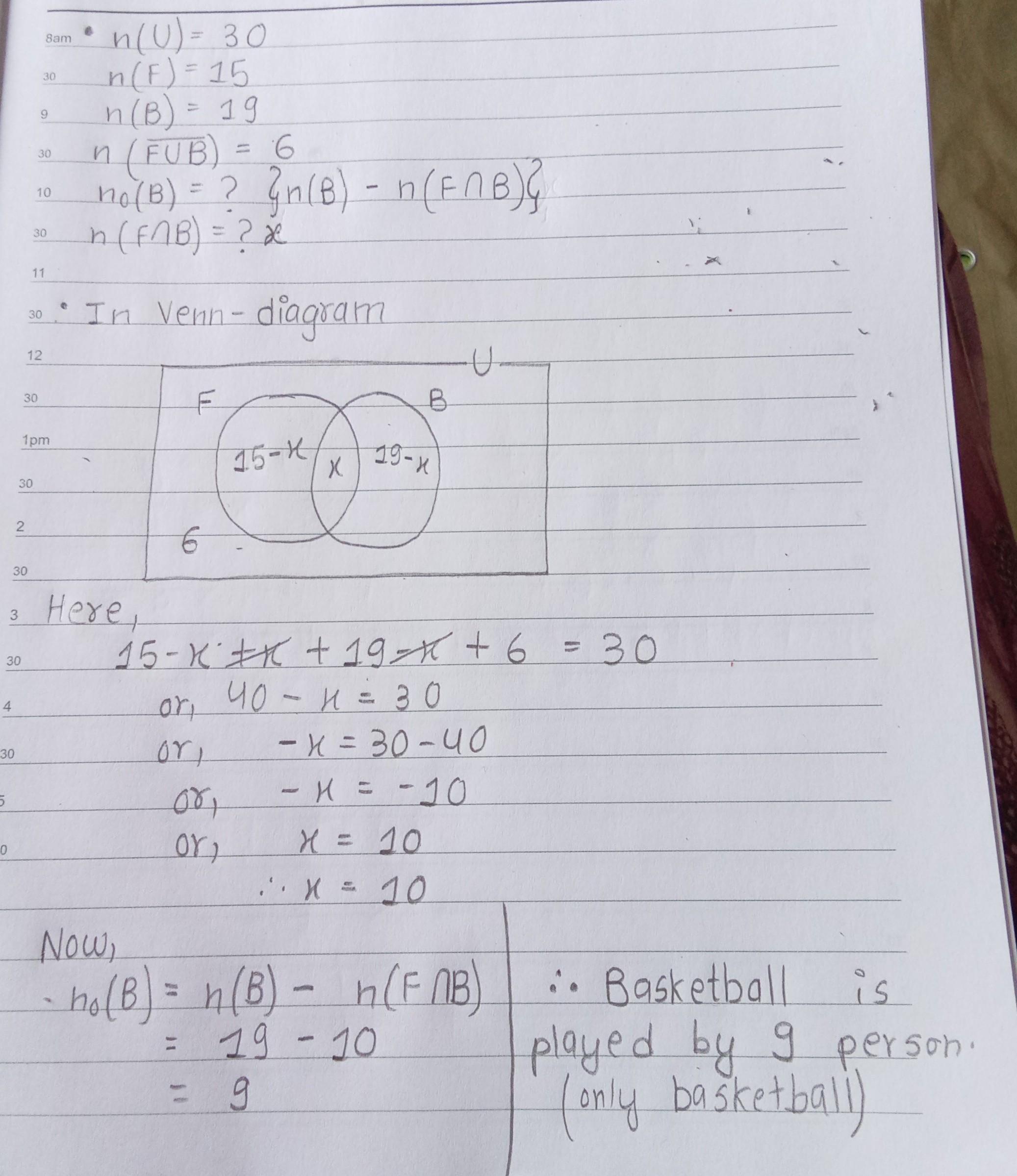
Answer:
Hope the picture will help you........