Answer:

Explanation:
Hello there!
In this case, according to the required half-reaction, we start by setting it up from bismuth (V) oxide ion to bismuth (III) ion:

Thus, next realize that the oxidation state of Bi in BiO3^- is 5+ because oxygen is 2- (-2*3+x=-1;x=-1+6;x=+5), so we obtain:

Thereafter, we realize three water molecules are needed on the right in order to balance the oxygens and consequently 6 hydrogen atoms on the left to balance hydrogen:

Now, since the balance is is basic media, we add six molecules of hydroxide ions in order to produce water with the hydrogen ones:

Then, we accommodate the waters to obtain:
Best regards!
Answer:
The answer to your question is None, sulfur share of its electrons
Explanation:
Just remember:
Sulfur, S, has 6 electrons in its outermost shell
Hydrogen, H, has 1 electron in its outermost shell
Oxygen, O, has 6 electrons in its outermost shell
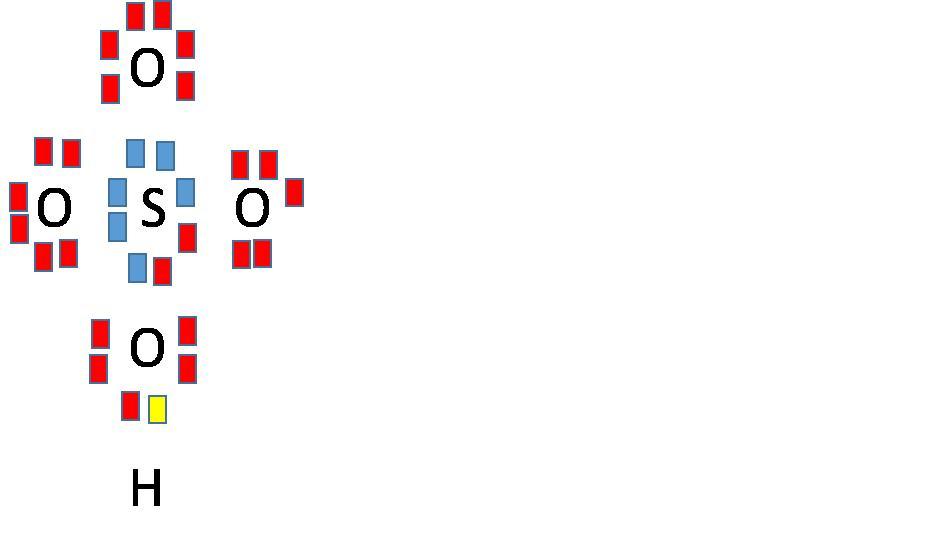
See the picture below
The electrons of sulfur are in blue
The electrons of oxygen are in red
The electron in hydrogen is in yellow
Sulfur is the central atom and it shares all its electrons with the oxygen.
Answer:
by using this formula you will get it
Explanation:
number of mole = number of particles÷ Avogadro's number
n=3.51×10^23÷ 6.02×10^23
n = 0.58 moles
The average atomic mass of your mixture is 1.03 u
.
The average atomic mass of H is the weighted average of the atomic masses of its isotopes.
We multiply the atomic mass of each isotope by a number representing its relative importance (i.e., its % abundance).
Thus,
0.99 × 1.01 u = 0.998 u
0.002 × 2.01 u = 0.004 u
0.008 × 3.02 u = <u>0.024 u</u>
TOTAL = 1.03 u
Answer:
If someone is suffering from the problem of acidity after overeating Baking soda solution would be suggested as a remedy as it is basic in nature, it neutralises excess acid in the stomach.