Answer:
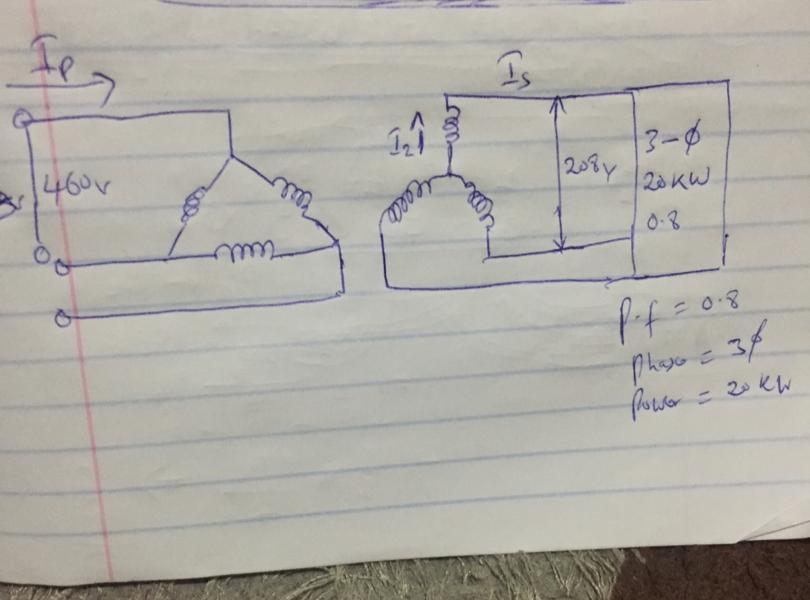
A) attached below
B) I₁ = 18.1 A , I₂ = 69.39 A
C) V( magnitude) = 454.5 ∠ 5.04° V , Voltage regulation = ≈ -1.2%
Explanation:
A) Schematic diagram attached below
attached below
<u>B) magnitude of primary and secondary winding currents </u>
I₂ ( secondary current ) = P / √3 * VL * cos∅ ---------- ( 1 )
VL = Line voltage = 208
cos∅ ( power factor ) = 0.8
P = 20 * 10^3 watts
insert values into equation 1
I₂ = 69.39 A
I₁ ( primary current ) = I₂V2 / V1
I₁ = ( 69.39 * 120 ) / 460 = 18.1 A
<u>C ) Calculate the Primary voltage magnitude and the Voltage regulation</u>
V(magnitude ) = Vp + ( I₁ ∠∅ ) Req ( 1 + j2 = 2.24 ∠63.43° )
= 460 + ( 18.1 * cos^-1 (0.8) ) ( 1 + j2 )
= 460 + 40.544 ∠ 100.3°
∴ V( magnitude) = 454.5 ∠ 5.04° V
<em>Voltage regulation </em>
= ((Vmag - V1) / V1 )) * 100
= (( 454.5 - 460 / 460 )) * 100
= -1.195 % ≈ -1.2%