Answer:
48.61
Explanation:
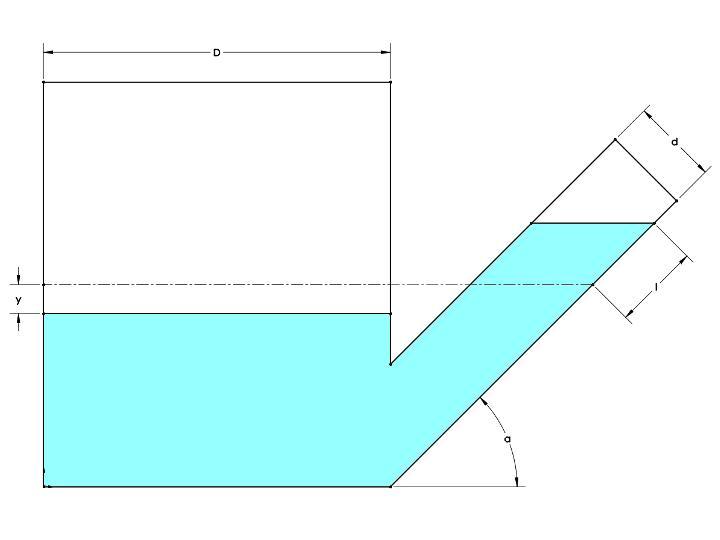
See attached diagram.
The level rise in the tube is l sin α.
The level drop in the cylinder (let's call it y) is:
π/4 D² y = π/4 d² l
D² y = d² l
y = l (d/D)²
The elevation difference is the sum:
l sin α + l (d/D)²
l (sin α + (d/D)²)
From Bernoulli's principle:
P = ρgl (sin α + (d/D)²)
Divide both sides by density of water (ρw) and gravity:
P/(ρw g) = (ρ/ρw) l (sin α + (d/D)²)
h = S l (sin α + (d/D)²)
If we disregard the level change in the cylinder:
h = S l (sin α)
We want the percent error between these two expressions for h to be 0.1% when α = 25°.
[ S l (sin α + (d/D)²) − S l (sin α) ] / [ S l (sin α + (d/D)²) ] = 0.001
[ S l sin α + S l (d/D)² − S l sin α ] / [ S l (sin α + (d/D)²) ] = 0.001
[ S l (d/D)² ] / [ S l (sin α + (d/D)²)] = 0.001
(d/D)² / (sin α + (d/D)²) = 0.001
(d/D)² = 0.001 (sin α + (d/D)²)
(d/D)² = 0.001 sin α + 0.001 (d/D)²
0.999 (d/D)² = 0.001 sin α
d/D = √(0.001 sin α / 0.999)
When α = 25°:
d/D ≈ 0.02057
D/d ≈ 48.61