Answer:
Under the normal sign convention, the distributed load on a beam is equal to the: O The second derivative of the bending moment with respect to the length of the beam O Negative of the rate of change of the shear force with respect to the length of the beam.
Sorry if the answer is wrong
Explanation:
The Engineer deals with the creation, improvement, and protection of the communal environment, providing facilities for living, industry and transportation, including large buildings, roads, bridges, canals, railroad lines, airports, water-supply systems, dams, irrigation, harbors, docks, aqueducts, tunnels, and other engineered constructions within a given community.
Aluminum
Aluminum siding is out of date and really has no advantages in today’s market. It dents, it’s difficult to keep clean, and it’s hard to update it once it’s installed. Aluminum siding is not recommended, and most professional contractors won’t even install it.
Vinyl
Today’s mainstream siding material is vinyl. It is the most economical type of siding, coming in at $4 to $5 per square foot.
Available in a wide variety of colors, vinyl siding not only protects your home, it can make a statement. You can choose from whites, ivories, grays, browns, reds, greens and even blues — there’s a color for everyone.
In addition, vinyl is a complete self-flushing water-exclusion system. It is made to be water repellent and durable in any kind of weather. Its lightweight footprint makes it easy to install, which minimizes expenses.
Vinyl is low-maintenance and requires only periodic cleaning with a power washer every few years – more if you want it to really shine.
Premium vinyl
A step up from regular vinyl, premium vinyl gives you a more wood-like appearance. It’s usually a thicker vinyl that looks more rigid because it has no oil canning, as lighter vinyl does.
The upgrade to premium gives you more strength and longer lifespan. Many premium vinyl sidings also have integrated insulation or r-values (insulation grade) of 5 to 6.
Premium vinyl cost is generally higher than vinyl, at around $7 to 8 per square foot. Premium vinyl also comes in a rainbow of colors for customization and personalization
Natural wood
Wood siding provides a more rustic look for your home, with a more customized result.
The siding can be in long horizontal pieces or it can be shaped to suit your individual design needs. That’s the beauty of wood. You may want the look of clapboard – overlapping pieces of wood installed horizontally – or shingles – smaller pieces of wood overlapping like a shingled roof. Wood siding is a good choice for this façade.
Fiber cement siding
Finally, you may hear about fiber cement siding. Today’s version is a combination of wood pulp, cement, clay and sand. It can be made to look like wood siding, and it is installed and wears much like wood siding.
This is different from the fiber cement siding that was used in homes built prior to the late 1980s. Those older sidings contain asbestos, and any work with them should be done by a specialized asbestos-removal professional. Today’s fiber cement siding is safer and longer-lasting, if you’re willing to pay the price.
Fiber cement siding can be ordered pre-colored, eliminating the need to paint the siding. If you prefer to paint it, that is still an option, because the material does accept paint rather easily. Fiber cement siding requires a periodic recaulk of butt joints at trim terminations, which is a little more maintenance than a vinyl siding.
When to replace siding
When should you replace your siding? It should be replaced if it has any kind of water damage, mold or rotting. If it hasn’t been properly maintained, it might be time for new siding. And, of course, if you simply want a new look, new siding can be a side show for the neighborhood.
Answer:
Cyclical
Explanation:
I looked at the next question on edgenuity and it said it in the question.
Answer:
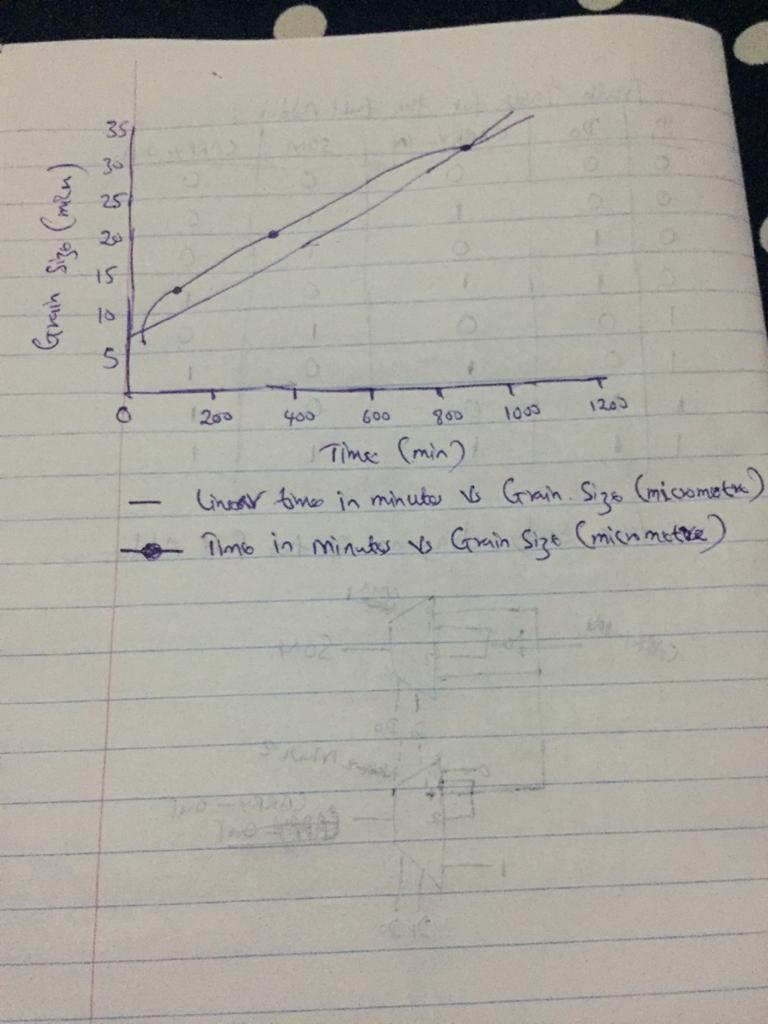
The probable grain-coarsening mechanism is : Ideal grain growth mechanism
(  -
-  = kt )
= kt )
Explanation:
The plot attached below shows the time dependence of the growth of grain.
The probable grain-coarsening mechanism is : Ideal grain growth mechanism
the ideal growth follows this principle =  = kt
= kt
d = final grain size
 = initial grain size
= initial grain size
k = constant ( temperature dependent )
t = 0