Answer:
- Light is bounced back at same angle (Classical Reflection)
- Light penetrates medium at different angle due to different material densities (Refraction)
Light bounces at different angles in periodic grid (Reflected Diffraction)
Light enters medium at different angles through a grid (Transmission Diffraction)
- Light EMF field looses one axis component (Polarized filter)
Explanation:
Reflection is a phenomenon in which waves (light included) bounce back from an obstacle at the same angle of incidence
Refraction is the change in the angle of a wave as it enters the interface of two media. The change in angle is due to the difference in the densities of the two media.
Reflected diffraction occurs when an optical component with a periodic grid, splits, and diffracts light into several beams travelling in different directions. The light light bounces at an angle in the periodic grid.
Transmission diffraction is dispersion a beam of various wavelengths into a spectrum of associated lines due to the principle of diffraction. In this type of diffraction, light enters medium at different angles through a grid.
Polarized filters removes one field from the incidence electromagnetic wave like light, leaving it to vibrate in only one plane.
In surface mining, stripping ratio or strip ratio refers to the amount of waste (or overburden) that must be removed to release a given ore quantity.
Answer: c) they have low genetic variability among them.
When a plant is grown for several generations of offspring of a plant, then there are some common things which are to be noted which are found similar in the offspring and in the parent of the offspring. The flowers and fruits and the time or season they come in are absolutely the same.
Answer:
Tire inflation can be caused by temperature and speed :)
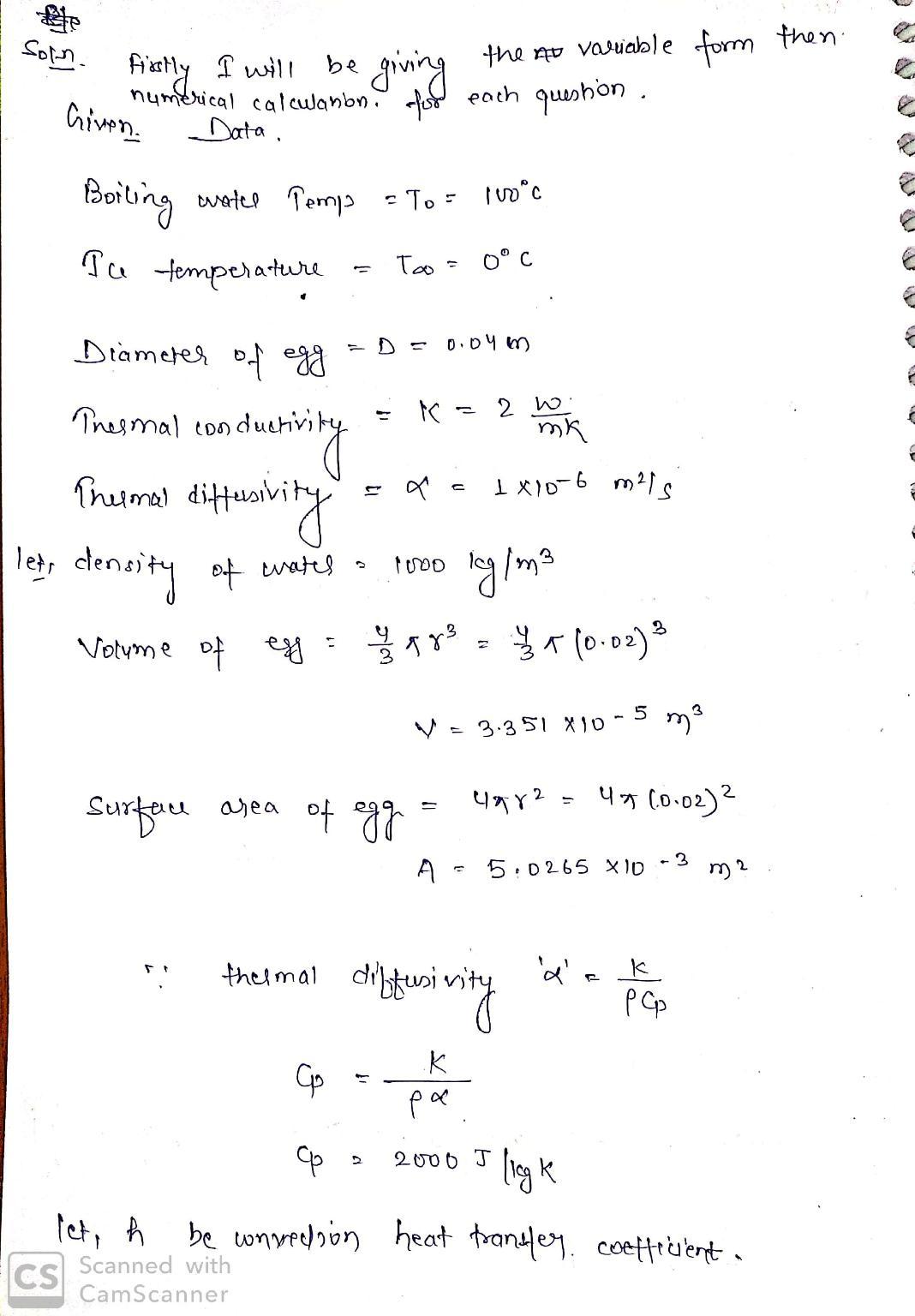
Answer:
a) hmax = 13334.65 w/m²k
b) t = 0.288 s
c) t = 0.693 s
d) Q = 6032.37 w = 6.032 kw
e) Transmit Heat transfer Rate into the egg is asked so it is heat of poached egg in boiling watch.
Explanation: