There are two types of fluid in the body extracellular fluid and intracellular fluid (ECF and ICF), together they are account for total body water.
The Sodium (Na+) ion is at higher concentration in the extracellular fluid than in the intracellular fluid. The function of extracellular fluid is that it provide cells to watery environment so that they can easily live and perform their function.
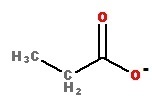
Conjugate base of Propanoic acid ( is propanoate where -COOH group gets converted to -CO
is propanoate where -COOH group gets converted to -CO . The structure of conjugate base of Propanoic acid is shown in the diagram.
. The structure of conjugate base of Propanoic acid is shown in the diagram.
The  above which 90% of the compound will be in this conjugate base form can be determined using Henderson's equation as propanoic acid is weak acid and it can form buffer solution on reaction with strong base.
above which 90% of the compound will be in this conjugate base form can be determined using Henderson's equation as propanoic acid is weak acid and it can form buffer solution on reaction with strong base.
=  + log
+ log![\frac{[Conjugate base]}{[acid]}](https://tex.z-dn.net/?f=%5Cfrac%7B%5BConjugate%20base%5D%7D%7B%5Bacid%5D%7D) =4.9+log
=4.9+log =5.85
=5.85
As 90% conjugate base is present, so propanoic acid present 10%.
Answer:
2 CrO42- + 3N2O + 10 H+ -----> 2Cr3+ + 6NO + 5H2O
Explanation:
2 CrO42- + 3N2O + 10 H+ -----> 2Cr3+ + 6NO + 5H2O
Oxidizing agent: -----------------------------> CrO42-
Reducing agent: ----------------------------> N2O
explanation:
in CrO4-2 oxdiation state of Cr = +6
in Cr+3 oxidation state = +3
+6 oxidation state changed from +3 it is reduction .
so CrO4-2 is oxidizing agent
atomatically
N2O should be reducing agent
1)
average velocity:
(3,9)
(6,36)
average velocity=(36-9)m/(6-3) s=27m/3s=9 m/s
Answer: 9 m/s, east.
2)
(12, 144)
(15,225)
average velocity=(225-144)m/(15-12)s=81 m/3s=27 m/s
Answer: 27 m/s,east.
Answer:
1. A) Its very dense
2. D) weight depends on gravity and mass is constant
3. C) Quart
4. D) 125 cubic cm
5. B) Attribute
Explanation: