Explanation:
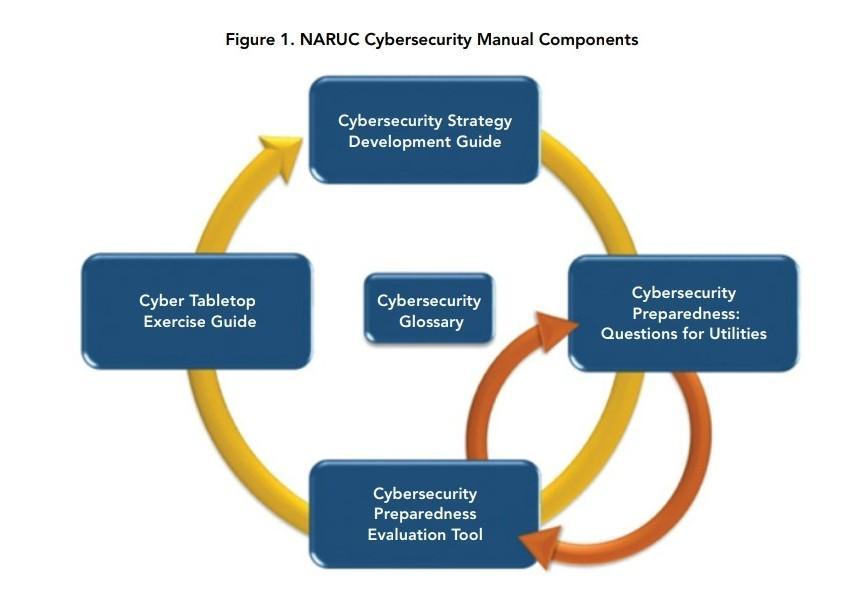
1. Cybersecurity Strategy Development Guide
The Strategy Development Guide defines a road map that PUCs can follow to design and implement
a structured approach for long-term engagement with utilities on cybersecurity matters. The guide
includes examples from PUCs that demonstrate the process steps and highlights the drivers of
successful outcomes. (2018)
2. Understanding Cybersecurity Preparedness: Questions for Utilities
The Questions for Utilities provides a set of comprehensive, context-sensitive questions that PUCs
can ask a utility to gain a detailed understanding of its current cybersecurity risk management
program and practices. The questions build upon and add to those included in previous NARUC
publications. (2019)
3. Cybersecurity Preparedness Evaluation Tool (CPET)
The CPET provides a structured approach for PUCs to use in assessing the maturity of a utility’s
cybersecurity risk management program and gauging capability improvements over time. The
CPET is designed to be used with the Questions for Utilities on an iterative basis to help PUCs
identify cybersecurity gaps, spur utilities’ adoption of additional mitigation strategies, and inform
cybersecurity investment decisions. (2019)
4. Cybersecurity Tabletop Exercise (TTX) Guide
This guide details the steps that PUCs can take to design and execute an exercise to examine utilities’
and other stakeholders’ readiness to respond to and recover from a cybersecurity incident. The
guide also is helpful to PUCs seeking to exercise their own cybersecurity strategies and capabilities.
Exercise scenarios and examples are included. (2020)
5. Cybersecurity Glossary
The Glossary contains cybersecurity terms used throughout the Cybersecurity Manual, as well as
“terms of art” that utilities may use during discussions with PUCs. (2019)
Components of the Cybersecurity Manual can be used individually but are designed to work together.
NARUC’s intent is to provide a comprehensive set of assessment tools that, when applied, provide a consistent,
complete view of utilities’ cybersecurity preparedness.