Answer:
ω=314.15 rad/s.
0.02 s.
Explanation:
Given that
Motor speed ,N= 3000 revolutions per minute
N= 3000 RPM
The speed of the motor in rad/s given as
Now by putting the values in the above equation
ω=314.15 rad/s
Therefore the speed in rad/s will be 314.15 rad/s.
The speed in rev/sec given as
ω= 50 rev/s
It take 1 sec to cover 50 revolutions
That is why to cover 1 revolution it take

Answer:
a
Explanation:
ye men thats the answer<em><u>#</u></em><em><u>#</u></em><em><u>#</u></em><em><u>#</u></em><em><u>#</u></em><em><u>#</u></em><em><u>#</u></em><em><u>%</u></em>
Answer:
γ =0.01, P=248 kN
=0.01, P=248 kN
Explanation:
Given Data:
displacement = 2mm ;
height = 200mm ;
l = 400mm ;
w = 100 ;
G = 620 MPa = 620 N//mm²; 1MPa = 1N//mm²
a. Average Shear Strain:
The average shear strain can be determined by dividing the total displacement of plate by height
γ = displacement / total height
= 2/200 = 0.01
b. Force P on upper plate:
Now, as we know that force per unit area equals to stress
τ = P/A
Also, τ = Gγ
By comapring both equations, we get
P/A = Gγ ------------ eq(1)
First we need to calculate total area,
A = l*w = 400 * 100= 4*10^4mm²
By putting the values in equation 1, we get
P/40000 = 620 * 0.01
P = 248000 N or 2.48 *10^5 N or 248 kN
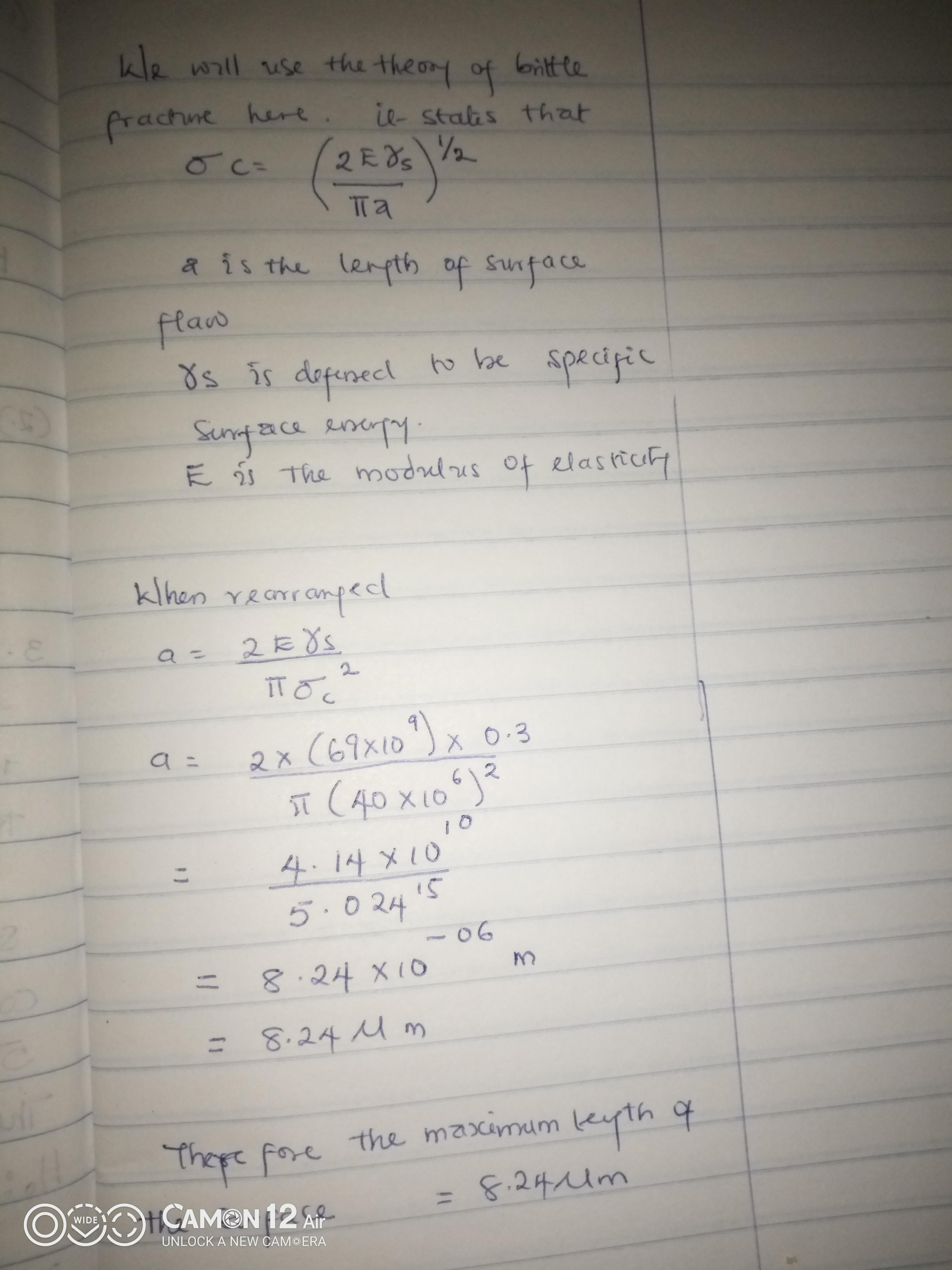
Answer:
8.24μm
Explanation:
The theory of brittle fracture was used to solve this problem.
And if you follow through with the attachment made a the subject of the formula
Such that,
a = 2x(69x10⁹)x0.3/pi(40x10⁶)²
= 4.14x10¹⁰/5.024x10¹⁵
= 8.24x10^-06
= 8.24μm
This is the the maximum length of the surface flaw
Answer:
Sheet metal forming dates back to the days of the blacksmith who used a hammer and hot oven to mold metal into the desired form. Today’s aircraft technician relies on a wide variety of powered and hand-operated tools to precisely bend and fold sheet metal to achieve the perfect shape. Forming tools include straight line machines, such as the bar folder and press brake, as well as rotary machines, such as the slip roll former. Forming sheet metal requires a variety of tools and equipment (both powered and manual), such as the piccolo former, shrinking and stretching tools, form blocks, and specialized hammers and mallets. [Figure 4-55]