It is possible to generate a policy in which common points such as those mentioned above are agreed in order to hire or fire employees in their function of their psychological personality, that is, the character of knowledge and skills. Depending on the company, Test could be created in order to evaluate the psychological skills of the employees, as well as Test to periodically determine how their employees are kept up to date with regard to knowledge. The cumulative filter could be done every semester, for which each employee must exceed a minimum margin of score on these tests, otherwise his position could be at risk.
At the same time, incentives can be generated for the best scores that are rewarded not only with monetary values but also with rest days, coupons in restaurants or sports, which would cause the worker to strive to be constantly learning.
This policy agreement is outside the vision and mission of the company, and whose information must be given to the worker once he begins his work activities.
Answer:
1 ) Accuracy of the Machine Tool
2) Load bearing capacity
3) Linearity in the product line
4) Torque of the machine
Explanation:
we know that machine tool is the permanent essential in manufacturing industries
it is a machine use for different form like cutting , grinding and boring etc
so 1st is
1 ) Accuracy of the Machine Tool
we know it is very important Characteristic of the machine tool because when we use it in manufacturing unit Accuracy of the Machine Tool should be higher concern
2) Load bearing capacity
we should very careful about Load bearing capacity because how much amount of load tool will bear check by some parameter like creep , shear stress and strength etc
3) Linearity in the product line
Linearity in the product line mean that it should be group of related product produced by the any one of the manufacturer otherwise it will take time or it may be intermixing
4) Torque of the machine
we know that Torque is a rotational force or a turning force so amount of force multiplied by the distance of the operation
and we know torque per second give the power rating of machine tool
Answer:
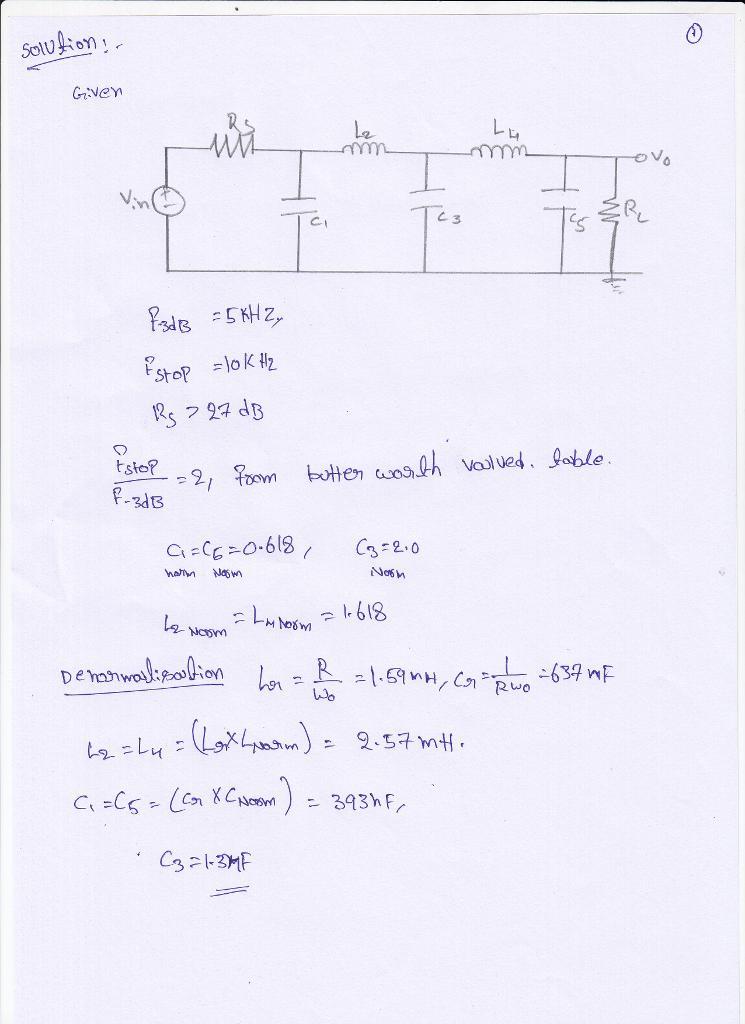
See attached picture for answer.
Explanation:
See attached picture for explanation.
Answer:
i think the city should not do it honestly it could cause way more traffic.
Answer:
1 to 9 mph over the limit: $50 (no warnings issued) 10 to 14 mph over: $200. 15 to 19 mph over: $300
Explanation: