Answer:
33.4
Explanation:
Step 1:
\sumMo=0 (moment about the origin)
Fb(15)-Fc(15)=0
Fb=Fc
Step 2:
\sumFx=0
-Fb-Fccos\theta+Ncsin\theta=0
Fc=0.3Nc=Fb
-0.3Nc-0.3Nccos\theta+Ncsin\theta=0
(-0.3-cos\theta+sin\theta)Nc=0----(1)
\sumFy=0
Nccos\theta+Fcsin\theta-Nb=0
Nccos\theta+0.3Ncsin\theta-Nc=0
Nc[cos\theta+0.3sin\theta-1]=0--------(2)
Solving eq (1) and eq (2)
\theta=33.4
Step 3:
As the roller is a two force member
2(90-\phi)+\theta=180
\phi=\theta/2
\phi=Tan(\muN/N)-1
\phi=16.7
\theta=2x16.7=33.4
Answer:
2.5 is the required details
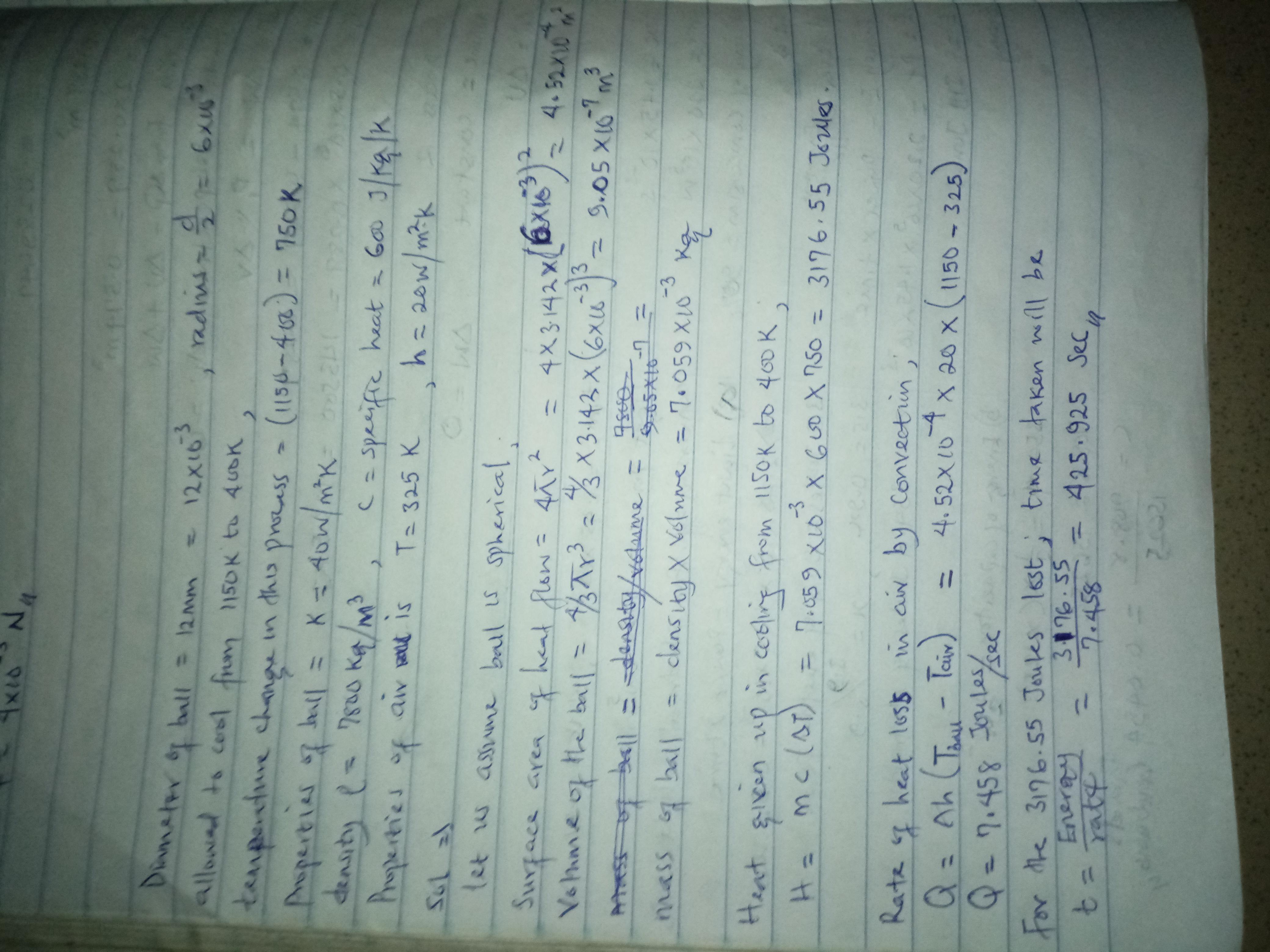
Answer:
It will take the steel 425.925sec to cool from 1150k to 400k
Explanation:
Detailed explanation and calculation is shown in the image
Answer:
we need to see what you're being asked about
Explanation: