Answer:
Velocity = 4.73 m/s.
Explanation:
Work done by friction is;
W_f = frictional force × displacement
So; W_f = Ff * Δs = (μF_n)*Δs
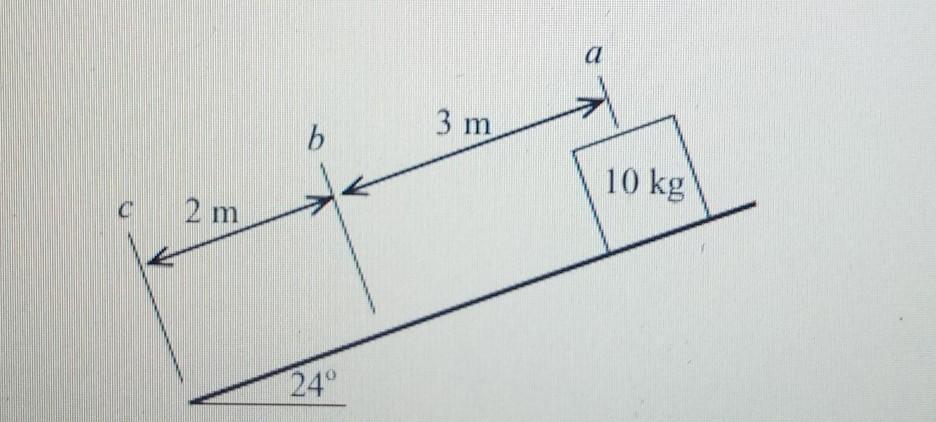
where; magnitude of the normal force F_n is equal to the component of the weight perpendicular to the ramp i.e; F_n = mg*cos 24
Over the distance ab, Potential Energy change mgΔh transforms into a change in Kinetic energy and the work of friction, so;
mg(3 sin 24) = ΔKE1 + (0.22)*(mg cos 24) *(3).
Similarly, Over the distance bc, potential energy mg(2 sin 24) transforms to;
ΔKE2 + (0.16)(mg cos 24)(2).
Plugging in the relevant values, we have;
1.22mg = ΔKE1 + 0.603mg
ΔKE1 = 1.22mg - 0.603mg
ΔKE1 = 0.617mg
Also,
0.813mg = ΔKE2 + 0.292mg
ΔKE2 = 0.813mg - 0.292mg
ΔKE2 = 0.521mg
Now total increase in Kinetic Energy is ΔKE1 + ΔKE2
Thus,
Total increase in kinetic energy = 0.617mg + 0.521m = 1.138mg
Putting 9.81 for g to give;
Total increase in kinetic energy = 11.164m
Finally, if v = 0 m/s at point a, then at point c, KE = ½mv² = 11.164m
m cancels out to give; ½v² = 11.164
v² = 2 × 11.164
v² = 22.328
v = √22.328
v = 4.73 m/s.