The complete question is;
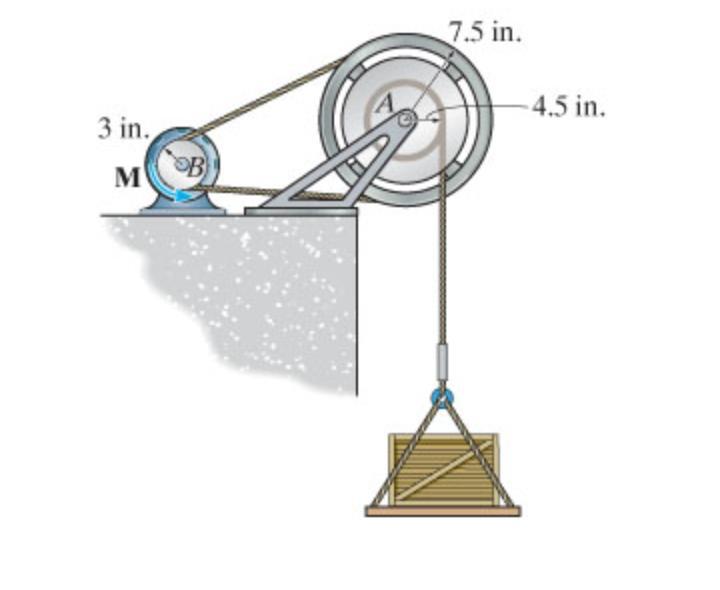
The wheel and the attached reel have a combined weight of 50 lb and a radius of gyration about their center of ka = 6 in. If pulley B that is attached to the motor is subjected to a torque of M = 50 lb.ft, determine the velocity of the 200lb crate after the pulley has turned 5 revolutions. Neglect the mass of the pulley.
The image of this system is attached.
Answer:
Velocity = 11.8 ft/s
Explanation:
Since the wheel at A rotates about a fixed axis, then;
v_c = ω•r_c
r_c is 4.5 in. Let's convert it to ft.
So, r_c = 4.5/12 ft = 0.375 ft
Thus;
v_c = 0.375ω
Now the mass moment of inertia about of wheel A about it's mass centre is given as;
I_a = m•(k_a)²
The mass in in lb, so let's convert to slug. So, m = 50/32.2 slug = 1.5528 slug
Also, let's convert ka from inches to ft.
So, ka = 6/12 = 0.5
So,I_a = 1.5528 × 0.5²
I_a = 0.388 slug.ft²
The kinetic energy of the system would be;
T = Ta + Tc
Where; Ta = ½•I_a•ω²
And Tc = ½•m_c•(v_c)²
So, T = ½•I_a•ω² + ½•m_c•(v_c)²
Now, m_c is given as 200 lb.
Converting to slug, we have;
m_c = (200/32.2) slugs
Plugging in the relevant values, we have;
T = (½•0.388•ω²) + (½•(200/32.2)•(0.375ω)²)
This now gives;
T = 0.6307 ω²
The system is initially at rest at T1 = 0.
Resolving forces at A, we have; Ax, Ay and Wa. These 3 forces do no work.
Whereas at B, M does positive work and at C, W_c does negative work.
When pulley B rotates, it has an angle of; θ_b = 5 revs × 2π rad/revs = 10π
While the wheel rotates through an angle of;θ_a = (rb/ra) • θ_b
Where, rb = 3 in = 3/12 ft = 0.25 ft
ra = 7.5 in = 7.5/12 ft = 0.625 ft
So, θ_a = (0.25/0.625) × 10π
θ_a = 4π
Thus, we can say that the crate will have am upward displacement through a distance;
s_c = r_c × θ_a = 0.375 × 4π
s_c = 1.5π ft
So, the work done by M is;
U_m = M × θ_b
U_m = 50lb × 10π
U_m = 500π
Also,the work done by W_c is;
U_Wc = -W_c × s_c = -200lb × 1.5π
U_Wc = -300π
From principle of work and energy;
T1 + (U_m + U_Wc) = T
Since T1 is zero as stated earlier,
Thus ;
0 + 500π - 300π = 0.6307 ω²
0.6307ω² = 200π
ω² = 200π/0.6307
ω² = 996.224
ω = √996.224
ω = 31.56 rad/s
We earlier derived that;v_c = 0.375ω
Thus; v_c = 0.375 × 31.56
v_c = 11.8 ft/s