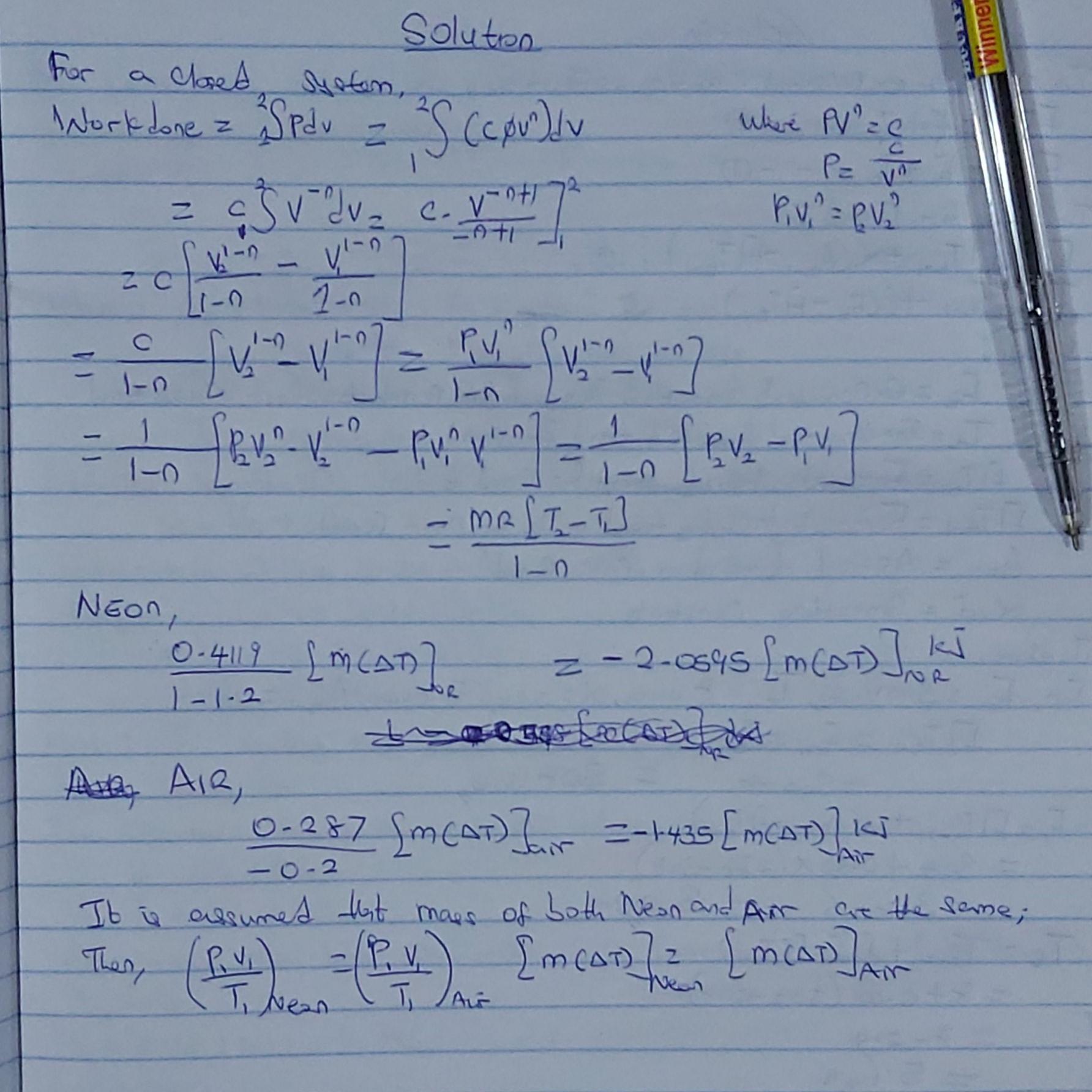
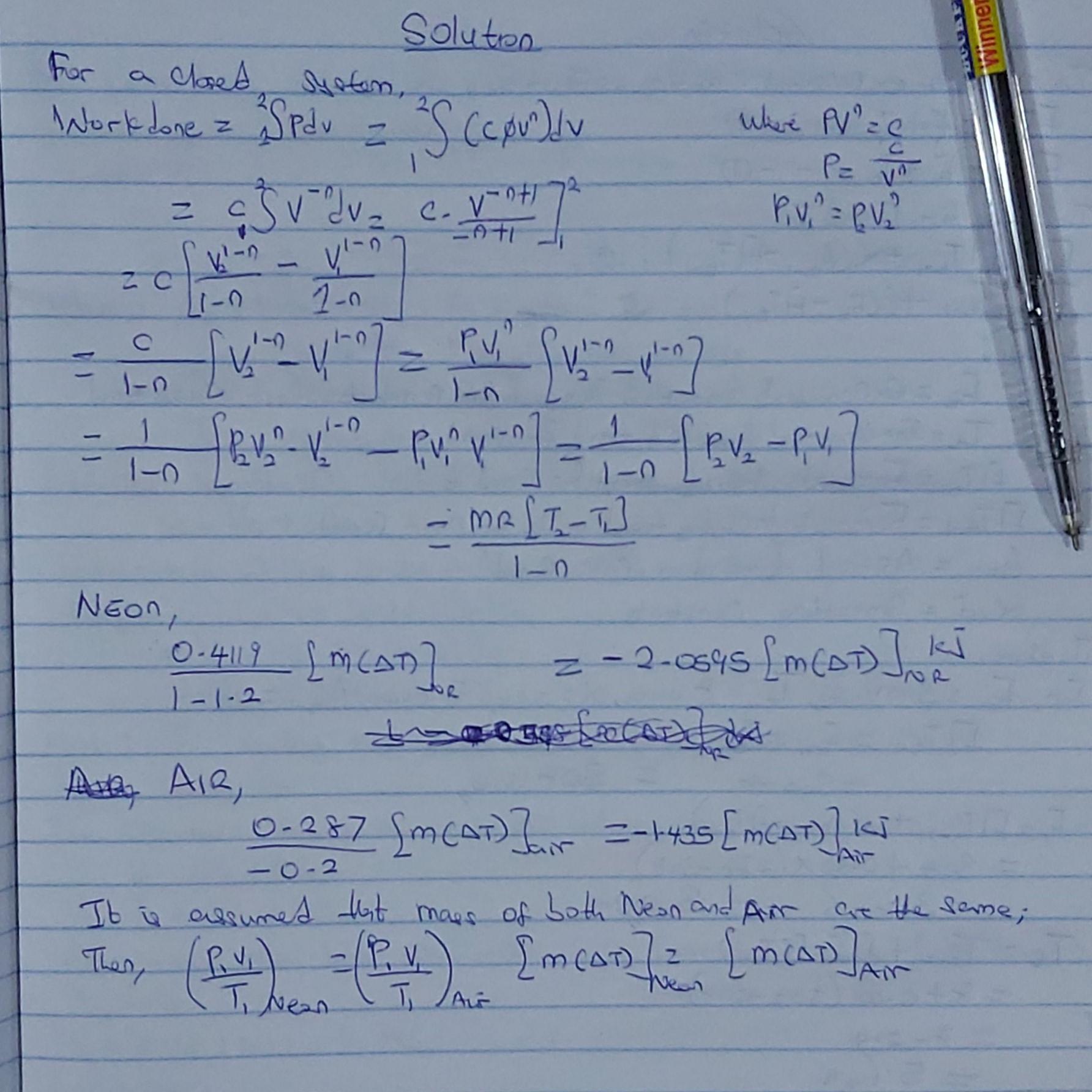
Two gases—neon and air—are expanded from P1 to P2 in a closed-system polytropic process with n = 1.2. _____ produces more work w
hen expanded. The gas constants for neon and air are R = 0.4119 and 0.287 kJ/kg·K, respectively.
1 answer:
Answer:
Note that Air requires lesser work
Explanation:
Calculate for general work done
SInce Gas constant 'R' for: Neon = 0.4119KJ/kg.k , and Air = 0.287 kJ/kg·K
Calculate for work done of NEON
Calculate for work done of Air
See solution attached.
You might be interested in
All of the above (hope that helps!)
Answer:
Enzimas
Explanation:
Answer:
performance bonuses
Explanation:
Answer:
Walk to saftey!
Explanation: