Answer:
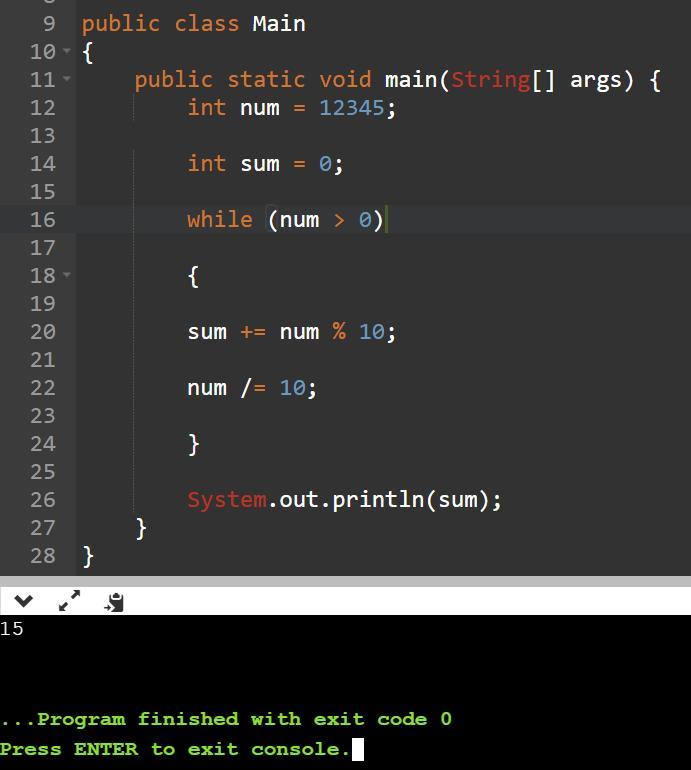
A) while (num >= 0)
Explanation:
To understand why we need to focus on the module and division operation inside the loop. num % 10 divide the number by ten and take its remainder to then add this remainder to sum, the important here is that we are adding up the number in reverse order and wee need to repeat this process until we get the first number (1%10 = 1), therefore, num need to be one to compute the last operation.
A) this is the correct option because num = 1 > 0 and the last operation will be performed, and after the last operation, num = 1 will be divided by 10 resulting in 0 and 0 is not greater than 0, therefore, the cycle end and the result will be printed.
B) This can not be the option because this way the program will never ends -> 0%10 = 0 and num = 0/10 = 0
C) This can not be the option because num = 1 > 1 will produce an early end of the loop printing an incomplete result
D) The same problem than C
E) There is a point, before the operations finish, where sum > num, this will produce an early end of the loop, printing an incomplete result
Answer:
people die but live geese the answer
Explanation:
Answer:
The sentence excerpted from the e-mail uses passive voice.
Given the purpose of your message, this voice is appropriate.
Explanation:
Because the objective is to remedy the situation a passive voice is great because it emphasizes the action and the object instead of the subject.
We want to emphasize the document and the incorrect information, not our colleague.
Answer:
a. 3.17*10¹⁹ b. 3.17*10¹⁴
Explanation:
a. Area A = 1cm²
Thickness h = 0.1cm
Energy of photon E = hf=hc/λ
Where f = frequency; c=speed of light; λ=wavelength = 6300Α=6300*10⁻¹⁰;
Planck's constant h = 6.626*10⁻³⁴ joule-seconds; speed of light c = 3*10⁸
Therefore E = (6.626*10⁻³⁴)*3*10⁸/6300*10⁻¹⁰=3.155*10¹⁹J
1Watt of light releases 3.17*10¹⁸ photons per second.
Volume of sample = Area * Thickness = 1*0.1=0.1cm³
Therefore, number of electron hole pairs that are generated per unit volume per unit time = 3.17*10¹⁸/0.1 = 3.17*10¹⁹photon/cm³-s
b. Steady state excess carrier concentration = 3.17*10¹⁹*10μs
=3.17*10¹⁹*10*10⁻⁶
=3.17*10¹⁴/cm³