Answer:
overall heat transfer coefficient is U = 29.614 W/m².k
Explanation:
We are given;
Mass Flow rate of water;m' = 45,500 kg/h = 45500/3600 kg/s = 12.6389 kg/s
total surface area for the heat exchange; A = 925 m²
Water heated from 80°C to 150°C
Exhaust gases cool from 350°C to 175°C
specific heat of water;c = 4,236 J/kg °C
Let's first calculate net rate of heat transfer;
The formula for net rate of heat transfer is given as;
q = m'•c•Δt
Where;
m' is mass flow rate
c is specific heat
Δt is change in the temperature of water.
Thus;
q = 12.6389•4,236•(150 - 80)
q = 3747683.33 W
Now, the overall heat transfer coefficient is gotten from the formula;
q = U•A•ΔT_lm
Where;
U is the overall heat transfer coefficient
q is the net rate of heat transfer
ΔT_lm is logarithmic mean temperature difference
A is the total surface area for the heat exchange
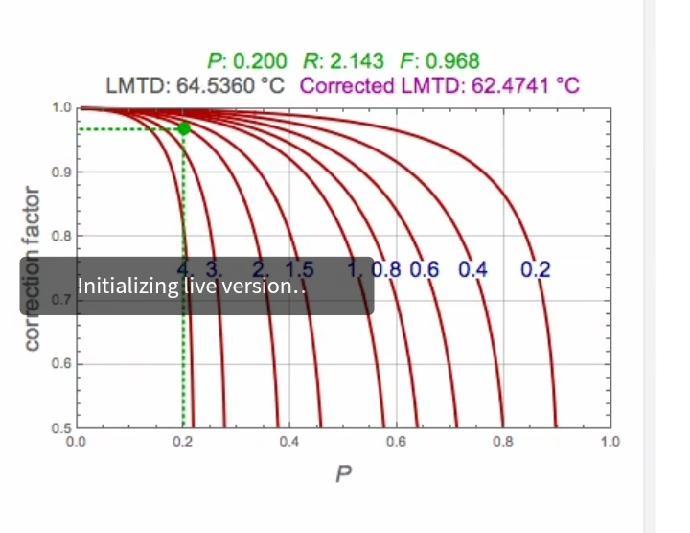
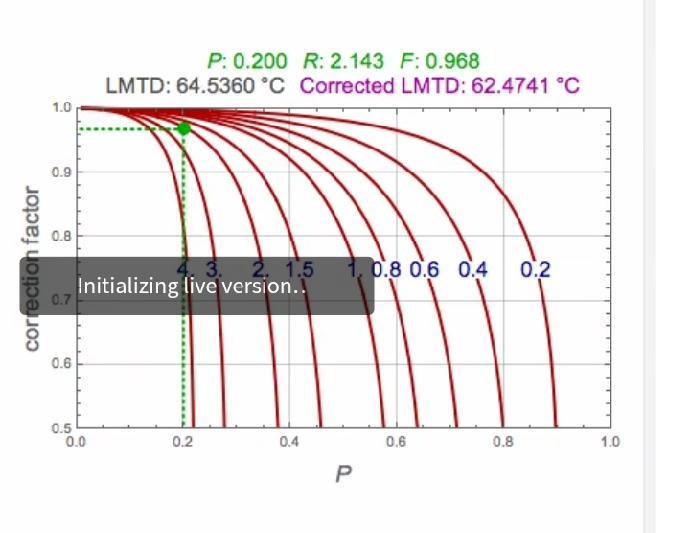
f is the correction factor
ΔT_lm is calculated as;
ΔT_lm = [(350 - 150) - (175 - 80)]/[In((350 - 150)/(175 - 80))]
ΔT_lm = [(200 - 95)]/[In(200/95)]
ΔT_lm = 141.04°C
Since:q = U•A•f•ΔT_lm
Let's make U the subject;
U = q/(A•f•ΔT_lm)
From the chart i attached, f is estimated to be 0.97
Plugging in the relevant values to obtain;
U = 3747683.33/(925 x 0.97 x 141.04)
U = 29.614 W/m².k