Answer:
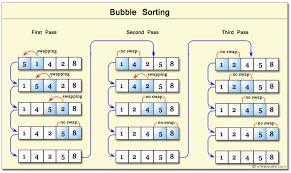
Bubble sort, sometimes referred to as sinking sort, is a simple sorting algorithm that repeatedly steps through the list, compares adjacent elements and swaps them if they are in the wrong order. The pass through the list is repeated until the list is sorted.
Explanation:
Look at the photo
Good luck
Answer:
Detailed step wise solution is given below:
Answer:
203.0160
Explanation:
Because you add then subtract then multiply buy 7 the subtract then divide then you add that to the other numbers you got than boom