Answer:
a) 1
b) 1813.96 MJ/kmol
c) 32.43 MJ/kg , 1980.39 MJ/Kmol
Explanation:
molar mass of ethanol (C2H5OH) = 46 g/mol
molar mass of octane (C8H18) = 114 g/mol
therefore the moles of ethanol and octane
ethanol = 0.85 / 46
octane = 0.15 / 114
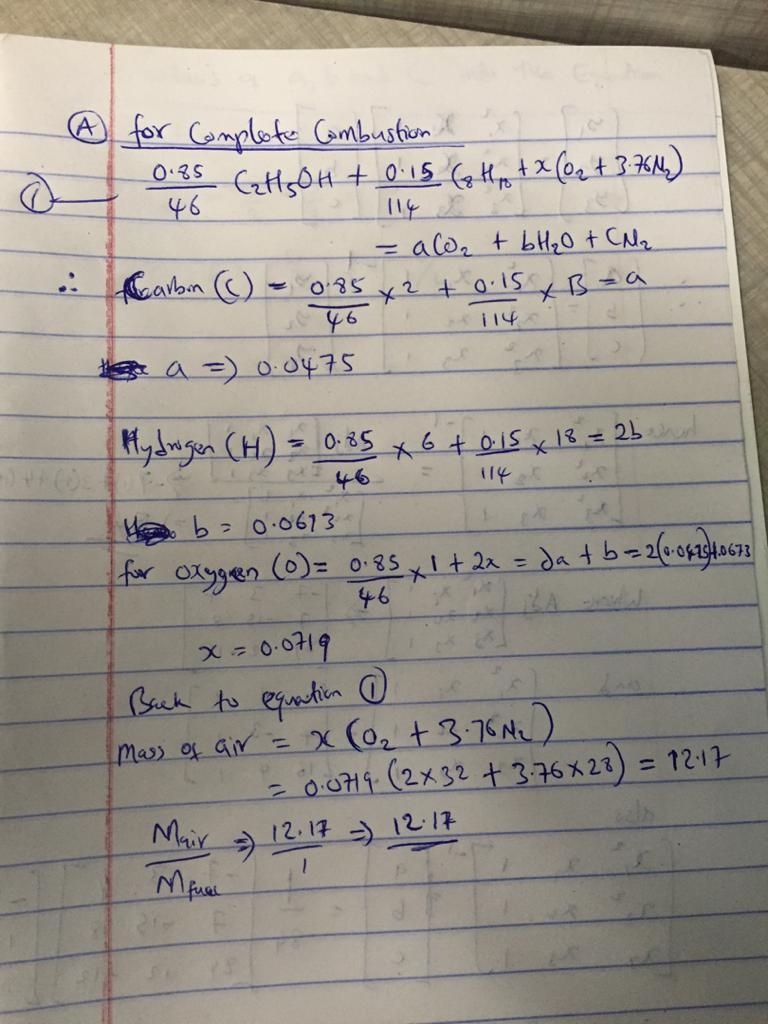
a) determine the molar air-fuel ratio and air-fuel ratio by mass
attached below
mass of air / mass of fuel = 12.17 / 1 = 12.17
b ) Determine the lower heating value
LHV of ( C2H5OH) = 26.8 * 46 = 1232.8 MJ/kmol
LHV of (C8H18). = 44.8 mj/kg * 114 kg/kmol = 5107.2 MJ/Kmol
LHV ( MJ/kmol) for fuel mixture = 0.85 * 1232.8 + 0.15 * 5107.2 = 1813.96 MJ/kmol
c) Determine higher heating value ( HHV )
HHV of (C2H5OH) = 29.7 * 46 = 1366.2 MJ/kmol
HHV of C8H18 = 47.9 MJ/kg * 114 = 5460.6 MJ/kmol
HHV in MJ/kg = 0.85 * 29.7 + 0.15 * 47.9 = 32.43 MJ/kg
HHV in MJ /kmol = 0.85 * 1366.2 + 0.15 * 5460.8 = 1980.39 MJ/Kmol