The question is incomplete! Complete question along with answers and explanation is provided below.
Question:
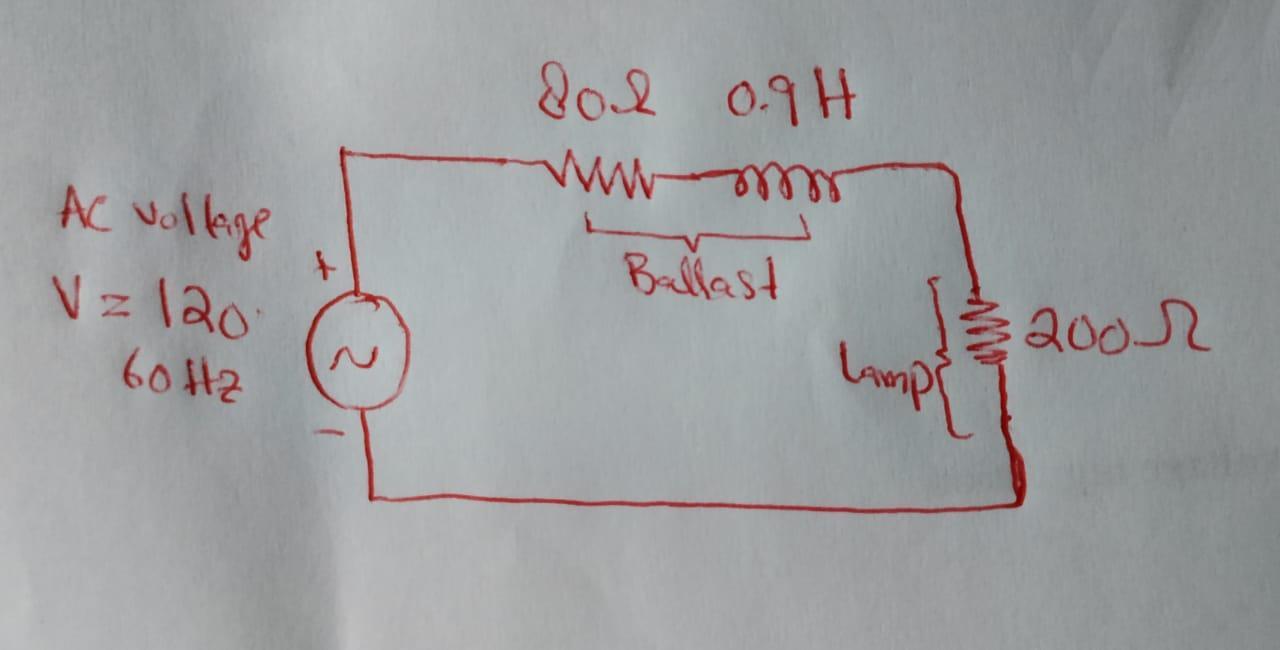
A 15 Watt desk-type fluorescent lamp has an effective resistance of 200 ohms when operating (note: the 15 Watts is only associated with the lamp). It is in series with a ballast that has a resistance of 80 ohms and an inductance of .9H. The lamp and ballast are operated at 120V, 60Hz.
a) Draw the circuit
b) Calculate the power drawn by the lamp
c) Calculate the apparent power
d) Calculate the power factor
e) Calculate the reactive power
f) Calculate the size of the capacitor necessary to provide unity power factor correction
Explanation:
a) draw the circuit
Refer to the attached image.
As you can see in the attached drawing, it is a series circuit containing two resistors and one inductor.
In a series circuit, current remains same throughout the circuit
The circuit is powered by an AC voltage source having voltage of 120 V and frequency 60 Hz.
The current flowing in the circuit can be found by ohm's law
I = V/Z
where V is the voltage and Z is the total impedance of the circuit
Z = R + XL
where XL is the inductive reactance
XL = j2 π f L
XL = j2*π*60*0.9
XL = j339.29Ω
Total resistance is
R =200 + 80 = 280 Ω
Total impedance is
Z = 280 + j339.29 Ω
b) Calculate the power drawn by the lamp
First calculate the current
I = V/Z
I = 120/(280 + j339.29)
I = 0.272<-50.46° A (complex notation)
P = I²R
P = (0.272)²200
P ≈ 15 W
Power drawn by the circuit
P=V*I*cos(50.46°)
P=20.77 W
c) Calculate the apparent power
A = VI*
A = 120*0.272<50.46°
A = 32.64<50.46° VA
d) Calculate the power factor
PF = cos(50.46)
PF = 0.63
e) Calculate the reactive power
Q = VIsin(50.46)
Q = 120*0.272<-50.46*sin(50.46)
Q = 25.13<-50.46 VAR
f) Calculate the size of the capacitor necessary to provide unity power factor correction
The required reactive compensation power is
Qc = P (tan(old) - tan(new))
Qc = 20.77 (tan(50.46) - tan(0))
Qc = 25.16 VAR
C = Qc/2πfV²
C = 25.16/2*π*60*120²
C = 4.63 uF
Hence adding a capacitor of 4.63 uF parallel to the load will improve the PF from 0.63 to 1.